尽管存在这些困难,但有一个积极的方面,即为实现该项目所做的所有努力都是为了实现自动驾驶和其他未来的进步。
Shimozono:IATF 16949 和 ISO 26262 等标准中的要求非常具体,与我们通常处理的不同。我们需要找出在实际制造中应用它们的方法。汽车应用的另一个特殊性是涉及到如此多的客户检查。我们对标准的解释往往令我们的客户不满意,他们也向我们反馈了他们的具体要求。满足所有这些要求和要求真是太辛苦了。
要求性能和生产管理提高一百倍,不超过 1 ppm
问:您是如何克服汽车应用中预期的高可靠性问题的?
Nishizuka:这个问题成为重大挑战的原因有几个方面。例如,仪表板在夏季可以加热超过 100°C。因此,传感器必须能够承受这些温度。其次,在道路上行驶会引起振动。制造能够承受振动和运行而不会出错的精密设备需要极高的工程水平。
另外,正如 Sakano-san 之前提到的,存在零缺陷期望,即最小化初始缺陷。该要求低于 1 ppm,这意味着每生产 100 万件产品中只能有不到一个缺陷产品。为了同时满足高性能和高可靠性的要求,我们不得不建立前所未有的严格的产品评估环境。
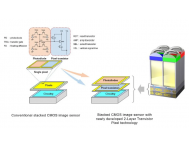
Sakano:在HDR方面,汽车传感器需要120分贝,而其他应用大约是70分贝。将动态范围从70分贝提高到120分贝,并不是简单地将信号处理能力提高120除以70,即1.7倍。实际上是将其增加了 320 倍。这个数字是传统图像传感器架构无法实现的。我们需要开发一个全新的架构。
以前,传感器设计用于在光电二极管中存储电荷。为了腾出数百倍的空间来处理信号,我们决定创建一个单独的容器来存储电荷。在这一点上,我们将DRAM等内存使用的容量用于图像传感器,之前图像传感器没有使用过。新的像素结构和像素控制方法使传感器能够同时捕捉不同曝光下的多个图像。这极大地增强了动态范围。
Shimozono:对于制造部门来说,任务是为新架构提供新的结构。为了实现汽车应用所需的性能,我们调整了每条生产线工艺。生产以最小的余量运行。最终的粉尘控制水平是确保生产线无尘的必要条件,以消除缺陷,实现零缺陷的目标。
汽车图像传感器需要在-40至125°C的温度范围内保证性能,因此需要在许多方面进行改进,例如高温环境下的黑暗期性能。为了实现HDR功能,光电二极管的性能需要提高。此外,像素必须平衡。开发过程中有很多问题需要解决。因此,我们与设计团队密切合作并制定了工艺要求。
至于封装,我们面临的挑战是确保可靠安装,尽管在汽车应用所需的不同极端温度和 250 度的高温回流下膨胀系数存在差异。这些问题通过开发专用于汽车传感器的特殊封装得以克服。
开发和制造部门之间的密切沟通
问:索尼半导体解决方案集团的汽车图像传感器有哪些优势?
Azami:与集团所有图像传感器一样,我们用于汽车应用的图像传感器在黑暗环境中具有低噪声和低白点缺陷的技术优越,即使在 105°C 的高温下也能拍摄图像,这是我们竞争对手无可匹敌的。
我认为,使这成为可能的原因在于,我们拥有工厂的专有技术,建立在我们在 CCD 方面的专业知识之上,而且我们的像素设计和制造部门都在公司内协同工作。我们紧密合作,所以我们可以得到及时的反馈,这有助于加快改进。通过讨论,我们可以确定问题是否可以在流程或设计方面得到解决。事实上,我们可以自己确定这些细微的细节,这对集团来说是一笔巨大的财富。
我们的图像传感器的另一个巨大优势是HDR 和 LFM 的高度集成。我们的全球客户支持也是我们的大本营。我相信,集团拥有使我们能够在我们的产品中准确反映客户要求的技术和环境。

Sakano:鉴于图像传感器就像终极模拟设备,如果没有设计和工艺团队之间的密切合作,很难进行改进。因此,该集团在拥有这种允许设计和流程部门之间密切沟通的环境方面具有巨大优势。