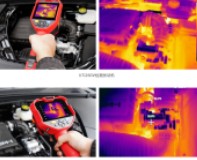
红外热成像检测方法具有快速、无需耦合、非接触、检测结果显示直观等诸多优点,能够实现对飞机复合材料的大面积、快速外场原位检测,对脱胶、分层等故障有理想的检测效果。
红外热成像检测技术可分为主动式和被动式两类,飞机复合材料检测通常采用主动式检测。主动式红外热波成像检测又可以分为反射法和透射法两种,飞机复合材料原位检测需要从单侧进行,因此通常采用反射法。
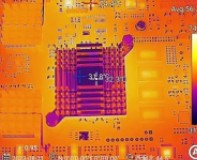
主动式红外热成像检测的基本原理是:通过热激励源对被检件表面进行热波激励;有缺陷处的表面温度在热传导过程中会出现异常,红外辐射亮度不同,通过热像仪对红外辐射亮度进行观测并生成图像,最后经过信号处理和图像分析实现对被检件表面和近表面缺陷的检测和识别。其中,热激励源有高能闪光灯、电吹风、电热毯、激光、卤素灯等多种形式。
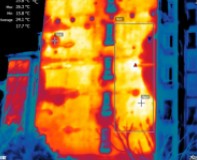
北京航空工程技术研究中心利用TWI公司生产的红外热成像检测设备对预置人工缺陷的复合材料试件以及直升机桨叶等工件进行了检测试验。该设备采用制冷型热像仪进行热像采集,采用双闪光灯阵列进行热激励。检测的直升机桨叶胶接结构中,铝蒙皮与铝肋板通过胶层粘接到一起。由于直升机桨叶长度较长,采用了分段检测。
试验表明,闪光灯激励的红外热成像检测方法能够有效检测埋藏深度较浅的复合材料分层、脱粘等面积型缺陷,尤其适合检测导热较快的或蒙皮较薄的工件。

以闪光灯作为热激励源,需要大容量电容进行充放电,检测设备小型化、便携化困难,因此研究了采用其他形式热激励源的红外热成像检测方法。
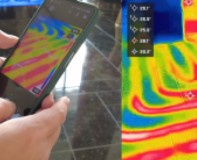
研制了基于卤素灯加热的便携式红外热成像检测系统,利用该系统对预置人工缺陷的复合材料试件进行了检测试验。
其中,碳纤维壁板试件厚6mm,预先加工了φ10mm和φ5mm人工缺陷各5个,距表面距离分别为1,2,3,4,5mm。
试验结果表明,研制的设备能够检测出埋藏深度较浅的φ5mm人工缺陷和埋藏深度略深的φ10mm人工缺陷,但不能检测出埋藏深度接近试件厚度的人工缺陷。

激光剪切散斑检测方法研究
相比红外热成像检测方法,激光剪切散斑检测方法同样具有快速、无需耦合、非接触、检测结果显示直观等优点。
激光剪切散斑检测方法的基本原理是:物体用相干激光照射,借助带有双折射晶体的图像剪切照相机成像;双折射晶体把一个物点分成像面上的两个像点,从而在视频照相机的图像传感器上产生一对侧向错位像,物体加载变形前后得到两幅散斑图像经视频图像探测器采集数字化;通过两幅散斑图相减形成新的干涉条纹图,根据干涉条纹图变化就可以判断物体内部是否存在缺陷。
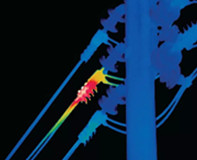
北京航空工程技术研究中心利用LTI公司生产的激光剪切散斑检测设备对铝蜂窝构件进行了检测试验。检测结果直观地显示出了两处脱粘缺陷。试验结果表明,激光剪切散斑检测技术能够有效检测出铝蜂窝脱粘缺陷。

结论
不同的声学检测方法互补,可以实现各类常用复合材料缺陷检测,但是传统检测方法效率偏低的问题突出,需要采用新技术新手段改善;红外热成像和激光剪切散斑检测方法对于其适用的检测对象和缺陷类型,可以显著提高原位检测效率。传统声学检测方法与红外热成像或激光剪切散斑检测方法配合使用,有望在确保检测可靠性的前提下大幅提高复合材料外场检测效率。