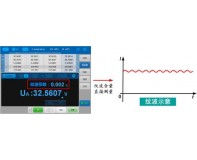
图4 扫查过程中的探头跳动
在钢棒漏磁检测过程中,一旦出现探头跳动,即使辊道与设备同心度很好、钢棒直线度和圆度非常标准,也可能出现缺陷的漏检或误报,无法保证检测的可靠性。探头跳动主要由钢棒表面不平引起,且很难消除,故此常将这种由探头跳动引起的检测结果偏差称为固有偏差。固有偏差的特点是信号幅度在一定范围内波动,缺陷波高处于报警闸门附近,容易引起误报和漏检,但不会造成大缺陷的漏检。
探头的跳动幅度和跨度与探头旋转速度有关,随着转速的提高,探头跳动的幅度和跨度均增大,提离效应愈加明显,检测的准确性和稳定性变差。在对钢棒表面全覆盖扫查的检测中,探头转速由钢棒直径和检测速度决定,当后两个因素变化时,探头转速也随之变化。因此,要克服探头转速间接带来的影响,应针对不同规格的钢棒制定检测规程,对于大直径钢棒应注意适当降低检测速度要求。
2.2 设备同心度
设备的同心度对漏磁检测的可靠性影响很大。造成设备同心度不好的原因有很多,其一是旋转探头的中心与传输辊道的中心不一致,使周向灵敏度差加大(如图5所示),此时,探头贴近钢棒的一侧容易引起误报,远离钢棒的一侧容易引起漏检。其二是传输辊道自身的平直度不好,使钢棒在行进中产生跳动,引起探头的瞬间提离效应,且瞬时h/b值变化越大,产生漏检和误报的可能性越大。其三是设备长时间运行后主机前后的三爪定心辊轮磨损以及传输辊道的V型辊轮磨损,使钢棒运行中心与探头旋转中心不一致或使钢棒传输中产生振动。

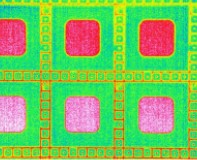
图5 同心度劣化引起的周向差
克服设备不同心对检测可靠性影响的方法是,针对具体引起周向差的原因对设备采取整修措施,如定期调整旋转主机与辊道的同心度,定期校准辊道平直度,定期检查辊道辊轮和三爪定心辊轮的磨损情况,并对磨损严重的及时进行更换。
2.3 旋转探头对称性
当两边的磁轭相对旋转中心不对称时,两个耐磨靴对钢棒表面的压力不等,探头的跳动幅度增大,两个探头的灵敏度不一致。当探头不对称时,提高转速会使探头的跳动加剧,增大两个探头的灵敏度差异。克服的办法是调节磁轭间距减小两边对称性偏差。大棒漏磁机的两边磁轭间距可单独调节,容易矫正探头的不对称性;中棒漏磁机的两边磁轭为联动同步调节,需要与辊道配合调整才能消除不对称性。
正常情况下,探头的耐磨靴与旋转中心平行且垂直指向旋转中心,但如果装配不好造成不对称,就会与被检钢棒发生偏磨情况,如图6所示。耐磨靴偏磨时,不仅两边探头的提离值不均、灵敏度不一致,同边探头中不同线圈的灵敏度也容易存在差异。克服的办法是经常对设备进行静态平衡校准,根据各通道灵敏度差异情况调节耐磨靴的安装精度。

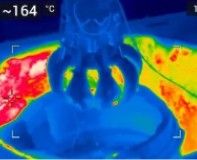
图6 耐磨靴不对称对钢棒表面的磨损
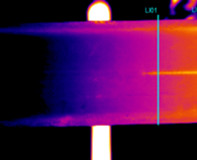
2.4 钢棒的弯曲度和头尾挠曲
当钢棒存在局部弯曲时,弯曲部位经过漏磁旋转主机时会引起同心度偏差。在钢棒凸面一侧,探头与钢棒紧密接触,跳动幅度小,提离h/b变化范围小,检测灵敏度高,误报的可能性大;反之,在钢棒凹面一侧,探头提离h/b变化范围大,漏检的可能性大。如果弯曲出现在钢棒头尾时影响会更大,头尾弯曲和端部剪切不仅会带来较大噪声(如图7所示),还有可能由于钢棒偏心在进出主机时撞击三爪辊轮使其松动或损坏,造成对后续钢棒夹持不稳、震动加剧、同心度变差。克服办法是在主机前安装“看门狗”导套,限制弯曲度超标的钢棒进入主机;适当收紧主机前后的三爪辊轮,尽量防止钢棒的跳动。