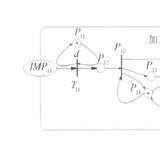
设系统误差补偿量为X,随机误差的补偿量为Y,则一维补偿量△可用式(1)表示:

式中:△为第i道工序补偿量;P为最后一道工序;n,、m为第i道工序内系统误差和随机误差的项数。
根据尺寸沿外形封闭这一原则,尺寸链的基本方程如式(2)所示:

式中:A1,A2,……,Am+n为尺寸链所有组成环的基本尺寸;ζ1,ζ2,……ζm+n为传递系数,表征各链环大小方向位置的系数;A∑为封闭环的基本尺寸。
2.2 补偿量计算与分配的方法
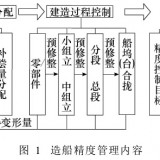
造船精度管理的核心是如何运用补偿量逐步取代余量。补偿量的计算一般分为如下两方面内容。
(1)在大量的调查研究、掌握足够的实际生产数据的基础上,利用数理统计手段,统计回归原始数据,计算出补偿量数值。这方面内容实施的难点在于原始数据的收集掌握。田丰增等根据精度管理数据库设计的基本思想和方法,采用VB和ACESS软件实现了精度管理数据库的统计过程控制和补偿量计算的功能。数据积累不连续,数据分析不深入是研究中函待解决的问题,利用数据库技术可以对所收集的数据进行有效整理。
获得原始数据后需要建立科学的数学模型。建立数学模型的方法很多,胡日强利用人工神经网络的自学习、自适应和自调节的优势,采用BP神经网络对船体零涪口件变形补偿量进行了预测;田丰增等利用统计质量管理图进行补偿量计算,从而对船舶建造质量进行分析和监控。从目前的研究现状来看,船舶制造企业制造技术的不稳定性,造成了补偿量计算方面考虑因素的不完整性。因此,在统计补偿量之前,船舶制造企业应制定相对稳定、可靠的制造技术规则。