阀门测试是什么样的“洪水猛兽”
• 费力:阀门测试机需要拆卸阀门并在工作台上进行测试
• 费时:现有的阀门测试仪很复杂,需要 1-2 小时完成测试和进行培训
• 难评估:无法通过通讯获取阀门的实际性能状态
• 难判断:无法现场判断,故会误拆卸很多无故障仪表

现场解决案例
• 现场阀门:某款智能阀门,用于控制管道内的煤粉流量,属于关键设备
• 阀门问题:由于介质煤粉,非常容易堵塞阀门,导致阀门开度不准或者失效,影响正常生产,经常需要维护保养。
• 解决办法:用户通过Fluke 710阀门的特征曲线功能,非常快速的完成阀门性能测试,发现阀门在0-10%开度之间没有响应,超过10%的设定值后,阀门才开始动作;工程师对阀门进行简单清洗处理后,阀门动作回复正常。
阀门测试和HART通信,尽在Fluke 710/709H精密回路校验仪
• 轻巧便携,无需拆卸,现场完成阀门测试
• 询问控制阀 HART 数据的同时,输出 4-20 mA 信号
• HART 数据提供阀门位置和状态相关的重要信息
• 针对多种测试类型的板载测试模板
• 阀门特性曲线、阶跃响应、手动、速度、碰撞和部分行程测试
• 测试结果提供简单的阀门健康状况信息,
测试完成后显示良好/临界/不良状态的分析信息

扩展阅读
有什么有意义的测试可用作基线呢?由于大多数阀门使用4至20 mA输入信号,任何具有mA输出信号的测试工具都可为控制阀门提供输入信号,控制其在工作范围内工作。当想常闭阀门施加3.8 mA输入信号时,阀门应该截止。阀门在4.0 mA时应保持关闭,而在4.2 mA时略微打开。在其工作范围 的另一端,19.8 mA,阀门应接近完全打开。在20.0 mA时,阀门应完全打开,并在20.2 mA时强制打开(停留在行程停止位置)。这种性质的测试可以确定阀门是否能够正确打开和关闭,但仍然无法对阀门在其整个控制范围内进行测试。
许多阀门,包括所谓的“智能”阀门,都有内置元件,输出其打开/关闭百分比的实际位置。该输出可以是4至20 mA信号或数字HART变量,代表控制阀工作范围的0%至100%。通过施加变化的mA信号,并同时监测输出mA或行程百分比信号,技术人员就能够查看控制阀在其整个范围之内是否工作正常。通过同时记录施加的mA信号和输出mA信号后行程的PV百分比,即可将阀门的性能文档化。文档化的测试和结果通常被称为阀门的“特性曲线”。输出应该平滑映射施加的mA输入信号。相对于施加信号的任何偏差,都说明阀门可能发生异常。
维护策略可降低成本
业界最佳的控制阀维护策略能够最大程度减少从生产过程替换下来的阀门数量,最大程度降低故障风险,从而有效降低成本。为了制定这样的实践规程,需要将阀门在已知良好状态的基线条件文档化。理想情况下,只要阀门经过调试或大修,就应该进行文档化。技术人员记录阀门在理想状态下的特性曲线,绘制输出mA或行程百分比信号与输入信号的关系,并存储这些信息随时间的变化、标记阀门的数量,以及活动日期。可使用校准管理软件来管理该信息。

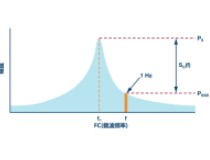
阀门基线性能特征曲线