硬质材料像高合金化高速钢在磨削加工过程中出现的复杂热机械载荷,会影响表面完整性进而影响工程零件的性能。残留应力则是评估磨削零件性能的一个显著参数。早期研究指出磨削工艺通常就是工件的拉伸表面残余应力的来源。
本研究中,通过x射线衍射对磨削工件的测量发现表面产生较大的压缩残余应力。为理解该残余应力的来源,实验建立了外圆精磨有限元素模拟模型,且温度取决于材料属性;并采用SYSWELD 2010软件根据二维数值模拟建立了热机械模拟。利用工件表面移动的等量热通量来模拟CBN砂轮对工件的加工作用。根据实验测量和分析计算求得热源轮廓。将砂轮的机械作用模拟为分布在接触区磨粒上的正常压力。求得温度分布和残余应力。模拟结果和测量结果之间的差别是比较明显的。进一步对磨削表面层进行表征,发现在给定的工艺参数、砂轮和材料属性条件下,等量载荷的热机械模型不足以在塑性变形和结构变化中再生诱导残余应力。
1、实验
1.1 实验磨削装置
本研究采用HERMLE CNC 5轴加工中心进行外圆外围纵向精磨加工;所用CBN砂轮直径Ds=150mm,宽度b=12mm;工件为硬钢柱,直径Dw=116mm、200mm,硬度为63HRC;设计定制特殊的喷嘴用于磨削区的油润滑。整个实验装置如图1所示。
图一:实验装置

根据包含5个工艺参数和混合水准(两到三个[32 23])的部分析因试验设计进行实验,共计36组实验;加工方向为顺磨、逆磨两个方向;不同砂轮速度、工件速度、切割深度、进给速率和磨削防线。如表一所示。
表一:因子水准分配

1.2 残余应力测量
每组实验做完后,利用带有铬放射线 Cr Kα(λ=0.229mm)和一个3.14mm直径的入射光束准直器的MGR40头的PROTO X射线衍射进行残余应力测量,如图2所示。对铁板(211)的测量也用该装置,Bragg’s角2θ=156.1°。以ψ正负值进行sin2ψ方法的测量:
6-ψ角度(-30°~+30°)
Ψ振荡:±3°
对表面层进行持续的电溶解直至达到要求的深度后就可以实现彻底的残余应力分布。以两个正交方向进行残余应力的测量:进给方向(σzz)和砂轮切削方向(σxx)。
图二:X射线机进行残余应力测量

2、实验结果
图三为磨削加工前后工件的残余应力深度轮廓数据。由图观察可知,前期加工工艺所产生的拉伸表面残余应力在经过磨削加工后,被转化为最大表面压缩应力。
图三:HSS外圆磨削前后的残余应力

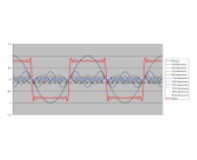
根据参考文献[20]对残余应力反映图中实验设计的分析可知,工件速度对磨削试样上产生的残余应力的影响最大,其次是砂轮进给速度。图4为顺磨方向上不同工件速度(7、14、22m.min-1)和经过修整的其他工艺参数条件(Vs=17m.s-1,fz=3mm.tr-1,ap=8μm)下求得的残余应力轮廓。在两个方向上,残余应力是完全压缩的。值得注意的是,位于外层的压缩峰值在Vw=7m.m-1处最高且主要在切削方向上(4a)。进一步分析则会发现,峰值之间的差异更显著,工件速度对残余应力的影响表现在了磨削表面下方的受影响层上。工件速度越低,受影响深度就越大,从Vw=22m.min-1的10μm到Vw=7m.min-1的80μm。
图四:不同工件速度条件下的残余应力轮廓